Whisky escocés: su proceso de elaboración parte IV (almacenamiento y embotellado)
Whisky escocés: su proceso de
elaboración parte IV (almacenamiento y embotellado)
El whisky escocés por ley debe madurar durante un mínimo de
3 años para poder ser considerado whisky; en ese sentido, una de las variables
más importantes que interviene en la maduración es el tiempo. Esto implica que
las barricas requieren ser almacenadas en lugares especialmente destinados para
ello, los cuales pueden estar ubicados en las destilerías o por fuera de ellas.

En Escocia se utilizan tres sistemas de almacenaje: (i)
Dunnage o tradicional. (ii) De anaquel y (iii) El paletizado. El primero, consiste
en almacenes construidos con muros de piedra y pisos de madera, en los que
estibadas sobre rieles de madera las barricas pueden almacenarse de 2 a 3
niveles y en ellos la atmósfera, la temperatura y la humedad se mantienen
relativamente constantes. El segundo, es una alternativa moderna en la que a
partir de bastidores de acero y/o de madera los barriles se pueden estibar unos
encima de otros hasta en 12 o 13 niveles. Para garantizar una exposición
uniforme a las variaciones de temperatura, los barriles se pueden rotar de los
niveles superiores más cálidos a los inferiores más fríos, aunque en Escocia
por sus condiciones climáticas generalmente no es necesario. A menos que haya
un piso base de tierra en vez de concreto, este tipo de almacenes tienden a ser
más secos y menos húmedos. El tercero, es el sistema de almacenaje más moderno
básicamente, lo que se hace es colocar los barriles boca abajo sobre paletas y
se almacenan juntos en lo que en realidad es solo un gran espacio. Debo anotar
que se viene utilizando de forma amplia para el whisky de grano, pero existen
muchas reservas en su implementación para el almacenaje de single malt.
¿Influye el clima y la temperatura en el proceso de
maduración? La respuesta es sí, el clima y la temperatura influyen de manera
notable en la maduración. No es lo mismo, por ejemplo, añejar whisky en Escocia
que en la India o en ciertas regiones de Estados Unidos. En ese sentido,
mientras más frío y húmedo sea el clima, las condiciones serán más benignas
para obtener whiskies con edades más avanzadas ¿Por qué razón? Porque
la humedad afecta la velocidad relativa a la que se pierde el etanol en
comparación con el agua; dicho de manera más sencilla, en los almacenes
escoceses húmedos el líquido se retiene en gran medida y se pierde
concentración alcohólica; mientras que, por ejemplo, los veranos calurosos de
Kentucky producen el efecto contrario, es decir, se pierde más agua y aumenta
la graduación alcohólica.

Cuanto más calor exista en una región, mayor será la
interacción que se produzca entre la barrica y el líquido almacenado en un
tiempo más corto; esto da lugar a un nivel de extracción y potencia generada
mucho más elevado en un lapso menor y, por ende, habrá una menor integración
del alcohol con el resto de los elementos y se producirá una mayor evaporación
final del whisky en volumen por cada barrica.
Por regla general, a temperaturas más altas habrá más
pérdidas tanto de agua como de etanol. En Escocia se maneja una temperatura
media anual de 11°c y una humedad media del 86% lo cual trae como resultado que
durante el añejamiento y con el paso de los años, el porcentaje de alcohol por
volumen (ABV) del espirituoso contenido en barrica disminuya, expresado de forma
simple: se pierde más alcohol que agua. Esta pérdida es conocida como “The angel´s
share” o la porción de los ángeles.
¿Qué es the angel´s share? Es la evaporación porcentual anual
de cada barrica en añejamiento. Se refiere a la cantidad de etanol y agua que
se pierde debido a la evaporación durante la maduración. En Escocia viene
siendo el 1-2% del volumen del barril por año, así las cosas, en 10 años se
puede llegar a perder entre un 10 a un 20%, bueno, no se pierde, les llega a
los ángeles para su deleite.
Cumplida la maduración mínima de 3 años o la deseada por la
destilería para cada expresión en particular por encima de la mínima, el whisky se
encuentra listo para ser embotellado. Como es a penas natural, el proceso de
embotellamiento se encuentra sometido a controles de calidad establecidos para
analizar la concentración de alcohol, el color del whisky en la botella y
verificar visualmente la botella, las tapas, la etiqueta y el empaque.

La mayor parte del whisky escocés dispuesto para ser
embotellado llega en camiones cisterna a granel o en barricas, desde donde es
transferido a un tonel o tanque para su homogenización o armonización. Esto es lo que
comúnmente se denomina el proceso de matrimonio, a partir del cual se le da un
tiempo al whisky dentro de ese gran tonel para que se homogenice y asegurar que
no haya distintas capas de fuerza y/o sabores. Antes de ingresar al tonel el whisky
pasará por un proceso de filtración física para eliminar posibles sólidos como rastros
de carbón o pequeños trozos de barricas.
Para su embotellamiento el whisky es sometido a un proceso
de reducción del porcentaje de alcohol por volumen (ABV) utilizando agua desionizada
asegurando que no se agreguen sabores ni colorantes. Por ley el whisky escocés
debe ser embotellado mínimo con un 40% de ABV, así las cosas, nada impide que
haya whiskies a concentraciones superiores o incluso que sean cask strength
esto es, embotellados con el ABV que tenían en la barrica sin ninguna dilución. En esta etapa, es
posible que a algunos whiskies se les agregue caramelo E150, un aditivo
legalmente permitido para mejorar o alterar el color y garantizar que
visualmente el whisky sea igual en todas las tiradas ofrecidas al público.

Los whiskies antes de ser embotellados también pueden ser
sometidos a un proceso de filtración en frío. Resulta que el whisky escocés
single malt en temperaturas prolongadas bajo cero puede volverse turbio y es
posible apreciar en el líquido pequeñas escamas o virusas, este fenómeno se
conoce como floculación o neblina fría; el cual tiene lugar porque a muy baja
temperatura las moléculas más grandes como ácidos grasos de cadena larga o ésteres grasos salen de la suspensión. De ninguna forma implica que el whisky
se haya dañado, a decir verdad, se trata de algo perfectamente normal, pero capaz
de generar una impresión desfavorable en algunos consumidores.
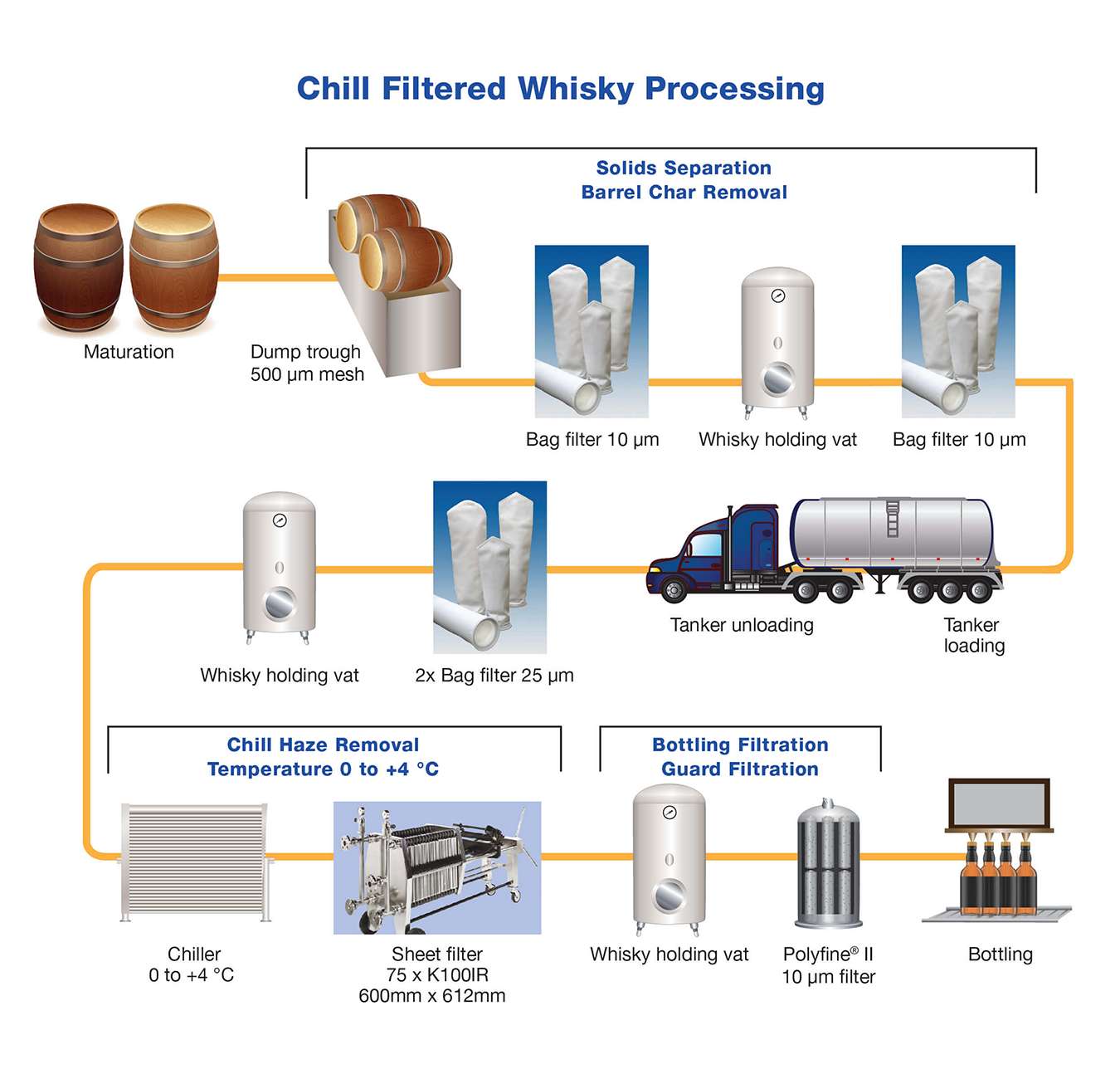
Para evitar la presencia de esta neblina, el whisky es
sometido al proceso de filtración en frío, método mediante el cual el whisky se
enfría rápidamente entre 0 y 4°c para inducir artificialmente la precipitación
de las moléculas grasas en suspensión y hacer factible su eliminación física utilizando
filtros muy finos que las recogen sustrayéndolas del líquido.
Los whiskies blend son menos susceptibles a la floculación
debido a la presencia del whisky de grano en su composición, pero casi
universalmente, se filtran en frío por motivos de estabilidad o visuales.
De esta manera doy por concluida esta serie de crónicas
acerca del proceso de elaboración del whisky escocés single malt.
Unos whiskycitos para celebrar la vida,
¡Slainte Mhath!
Buena Javi ! genial ! Salud
ResponderEliminarGracias Hno. Un fuerte abrazo.
EliminarQuedó listo el repaso Javi, excelente y necesario en todo momento.
ResponderEliminar